Brücken bauen durch Squash. Unser Vertriebsleiter Jan hat kürzlich die wunderschönen Seychellen bes...
In dem Maße, wie moderne Technologien immer intelligenter werden, steigen auch die Anforderungen an ...
ASB Squash kündigt neuen Vertriebspartner in Großbritannien an: Dynamik Sport Surfaces Ltd ASB Squa...
ASB Squash hat sich mit Floating Padel Oy, einem Sportplatzspezialisten aus Finnland, zusammengetan,...
Eine blühende neue Partnerschaft in den USA ASB SquashCourts freut sich, seine Partnerschaft mit En...
Im Mai 2023 wurde eine Vereinbarung zwischen Norges Squashforbund Anlegg AS und ASB SquashCourts unt...
Hier kommen die neuen Champions Sherbini und Farag! In der Union Station in Chicago wurden alle Squ...
Gemeinsam mit unserem britischen Partner Nick Thompson und seinem Team von Melior Sports haben wir d...
Nach vier langen Jahren wurde Squash in der Tschechischen Republik wieder einmal auf einem Glas-Cour...
Ein Baustellenbesuch ist ein wichtiges Instrument, das unseren Kunden hilft, Zeit und Ressourcen zu ...
Wir freuen uns, Euch mitteilen zu können, dass wir ab 2023 eine neue Partnerschaftsvereinbarung mit ...
Lasst uns Squash auf Glas spielen! Wenn es um Glascourts geht, lauten die üblichen Fragen der Kund...
So wie die modernen Technologien immer stärker und intelligenter werden, so steigen auch die Anforde...
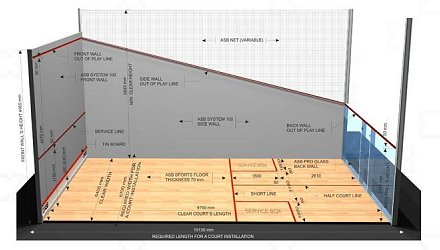
Wie bei jeder ernsthaften Sportart in der Welt sind bestimmte Regeln und Vorschriften erforderlich, ...
Squash erfordert wie kaum ein anderer Sport einen einmaligen Bewegungsablauf auf relativ kleinem Rau...
Die Frage nach dem Preis eines Squashcourts ist eine, wenn nicht sogar DIE meistgestellte Frage in K...